Au cours de votre impression 3D, l’extrudeuse doit constamment s’arrêter et démarrer l’extrusion lorsqu’elle se déplace vers différentes parties de la plate-forme de construction.
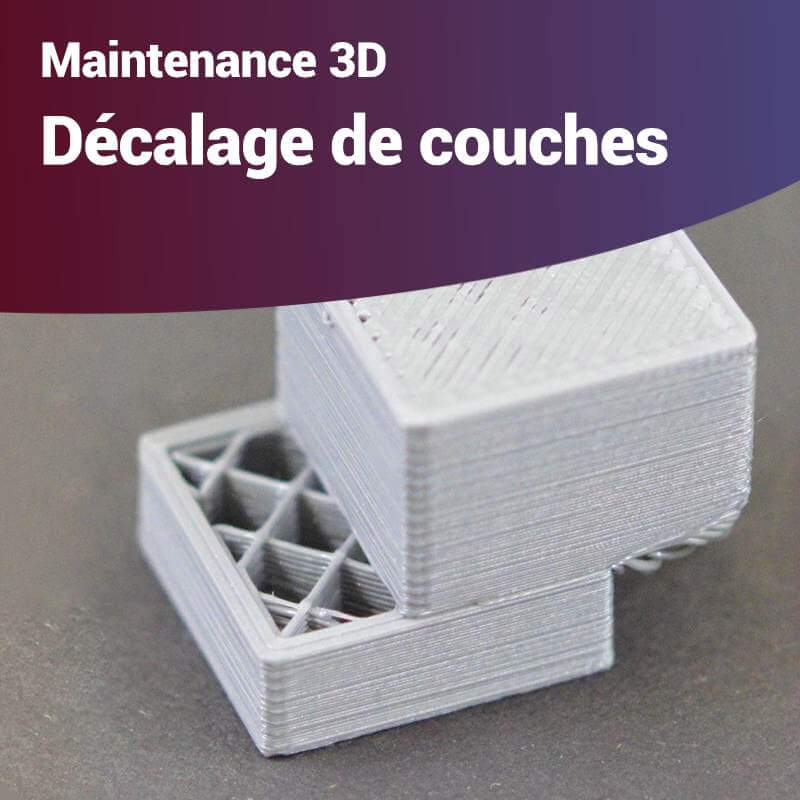
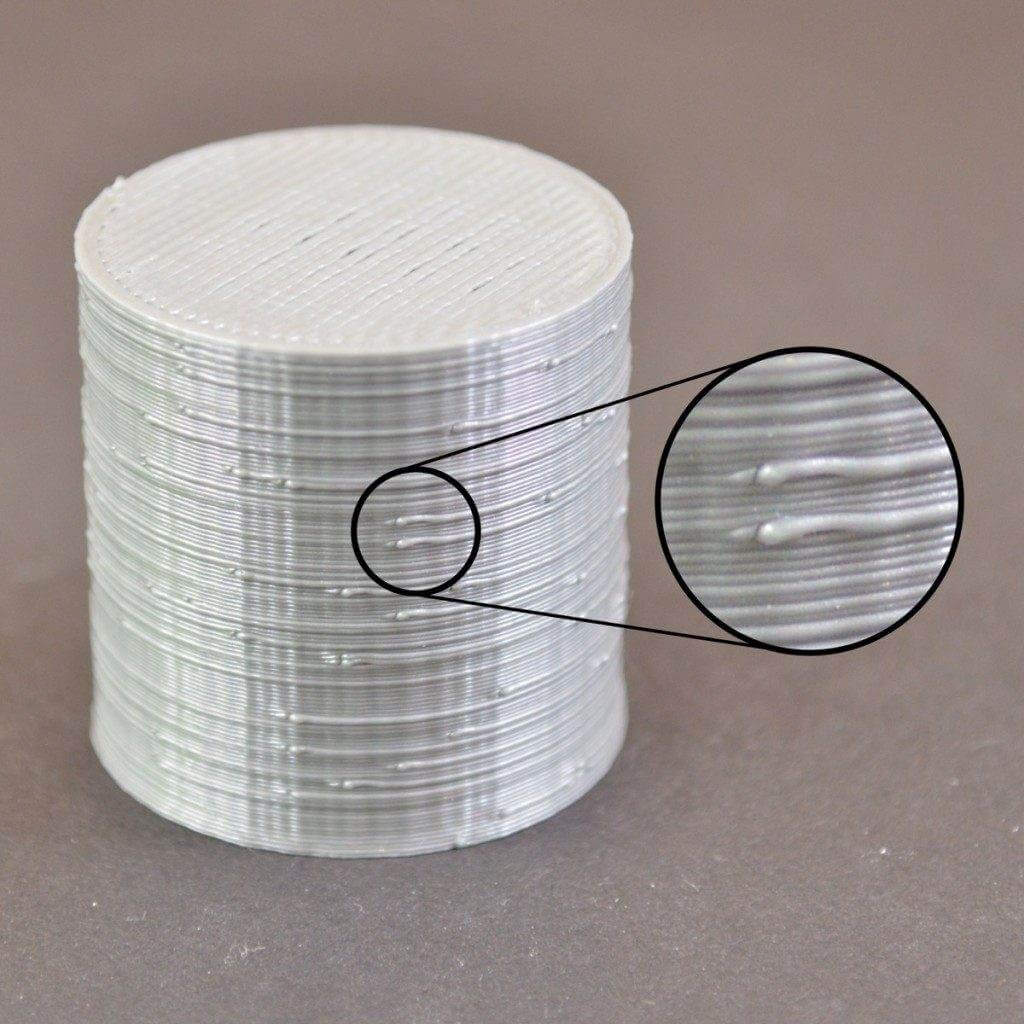
Un problème fréquent est la formation de bourrelets, ces petites marques inesthétiques qui apparaissent sur la surface de vos impressions. Ces bourrelets sont souvent causés par des variations dans l’extrusion du plastique, en particulier aux points où l’extrudeuse démarre ou s’arrête pendant l’impression.
Dans nos guides sur comment réaliser la maintenance de son imprimante 3D, nous explorons les moyens de minimiser ces défauts pour améliorer la qualité de vos impressions.
La plupart des extrudeuses sont très efficaces pour produire une extrusion uniforme pendant leur fonctionnement, cependant, chaque fois que l’extrudeuse est éteinte et rallumée, cela peut créer une variation supplémentaire.
Par exemple, si vous regardez la coque extérieure de votre impression 3D, vous remarquerez peut-être une petite marque sur la surface qui représente l’emplacement où l’extrudeuse a commencé à imprimer cette section de plastique. L’extrudeuse a dû commencer à imprimer la coque extérieure de votre modèle 3D à cet emplacement spécifique, puis elle est finalement revenue à cet emplacement lorsque la coque entière a été imprimée. Ces marques sont communément appelées bourrelets. Comme vous pouvez l’imaginer, il est difficile d’assembler deux morceaux de plastique sans laisser la moindre marque.
Solutions communes
Paramètres de rétraction et de roue libre
Si vous commencez à remarquer de petits défauts sur la surface de votre impression, la meilleure façon de diagnostiquer ce qui les cause est de regarder attentivement chaque périmètre de votre pièce est imprimé. Le défaut apparaît-il au moment où l’extrudeuse commence à imprimer le périmètre ? Ou n’apparaît-il que plus tard lorsque le périmètre est terminé et que l’extrudeuse s’arrête ? Si le défaut apparaît tout de suite au début de la boucle, il est possible que vos paramètres de rétraction doivent être légèrement ajustés. Si vous remarquez un défaut de surface juste au début du périmètre, votre extrudeuse amorce probablement trop de plastique. Vous pouvez réduire la distance d’amorçage en saisissant une valeur négative pour la distance de redémarrage supplémentaire. Par exemple, si votre distance de rétraction est de 1,0 mm et que la distance de redémarrage supplémentaire est de -0,2 mm (notez le signe négatif), chaque fois que votre extrudeuse s’arrête, elle rétracte 1,0 mm de plastique. Cependant, chaque fois que l’extrudeuse doit recommencer l’extrusion, elle ne repoussera que 0,8 mm de plastique dans la buse. Ajustez ce paramètre jusqu’à ce que le défaut n’apparaisse plus lorsque l’extrudeuse commence à imprimer le périmètre. si votre distance de rétraction est de 1,0 mm et que la distance de redémarrage supplémentaire est de -0,2 mm (notez le signe négatif), chaque fois que votre extrudeuse s’arrête, elle rétracte 1,0 mm de plastique. Cependant, chaque fois que l’extrudeuse doit recommencer l’extrusion, elle ne repoussera que 0,8 mm de plastique dans la buse. Ajustez ce paramètre jusqu’à ce que le défaut n’apparaisse plus lorsque l’extrudeuse commence à imprimer le périmètre. si votre distance de rétraction est de 1,0 mm et que la distance de redémarrage supplémentaire est de -0,2 mm (notez le signe négatif), chaque fois que votre extrudeuse s’arrête, elle rétracte 1,0 mm de plastique. Cependant, chaque fois que l’extrudeuse doit recommencer l’extrusion, elle ne repoussera que 0,8 mm de plastique dans la buse. Ajustez ce paramètre jusqu’à ce que le défaut n’apparaisse plus lorsque l’extrudeuse commence à imprimer le périmètre.
Si le défaut ne se produit qu’à la fin du périmètre lorsque l’extrudeuse arrive à l’arrêt, alors il y a un réglage différent à régler. Ce paramètre est appelé roue libre. Vous pouvez le trouver juste en dessous des paramètres de rétraction dans l’onglet Extrudeur. La roue libre éteindra votre extrudeuse une courte distance avant la fin du périmètre pour soulager la pression qui s’accumule dans la buse. Activez cette option et augmentez la valeur jusqu’à ce que vous ne remarquiez plus de défaut apparaissant à la fin de chaque périmètre lorsque l’extrudeuse s’arrête. En règle générale, une distance de roue libre entre 0,2 et 0,5 mm est suffisante pour avoir un impact notable.
Éviter les rétractations inutiles
Les paramètres de rétraction et de roue libre mentionnés ci-dessus peuvent aider à éviter les défauts à chaque fois que la buse se rétracte, cependant, dans certains cas, il est préférable d’éviter simplement les rétractions toutes ensemble. De cette façon, l’extrudeuse n’a jamais à inverser la direction et peut continuer une belle extrusion uniforme. Ceci est particulièrement important pour les machines qui utilisent une extrudeuse Bowden, car la longue distance entre le moteur de l’extrudeuse et la buse rend les rétractions plus gênantes. Cependant, si la buse ne va pas traverser un espace ouvert, le suintement qui se produit sera à l’intérieur du modèle et ne sera pas visible de l’extérieur. Pour cette raison, de nombreuses imprimantes auront l’option « Se rétracter uniquement lors de la traversée d’espaces ouverts » activée pour éviter les rétractions inutiles.
Un autre paramètre connexe peut être trouvé dans la section « Comportement de mouvement ». Si votre imprimante ne va se rétracter qu’en traversant des espaces ouverts, il serait avantageux d’éviter autant que possible ces espaces ouverts.
Choisissez l’emplacement de vos points de départ
Si vous voyez encore quelques petits défauts sur la surface de votre impression, votre slicer propose également une option permettant de contrôler l’emplacement de ces points. Dans la plupart des cas, les emplacements de ces points de départ sont choisis pour optimiser la vitesse d’impression. Cependant, vous avez également la possibilité de randomiser le placement des points de départ ou de les aligner sur un emplacement spécifique. Par exemple, si vous imprimiez une statue, vous pourriez aligner tous les points de départ pour qu’ils soient à l’arrière du modèle afin qu’ils ne soient pas visibles de face.
Conlusion
Gérer les bourrelets en impression 3D nécessite une compréhension approfondie des paramètres de votre imprimante et de la manière dont ils influencent le processus d’extrusion. En ajustant les paramètres de rétraction et de roue libre, en évitant les rétractations inutiles et en choisissant judicieusement l’emplacement des points de départ, vous pouvez réduire significativement ces petits défauts sur vos impressions. Ces ajustements, bien que subtils, peuvent avoir un impact considérable sur la qualité finale de vos projets.
Découvrez les solutions à vos problèmes d’impressions 3D
Pour plus d’informations sur la maintenance et l’optimisation de votre imprimante 3D, n’hésitez pas à consulter nos guides détaillés.