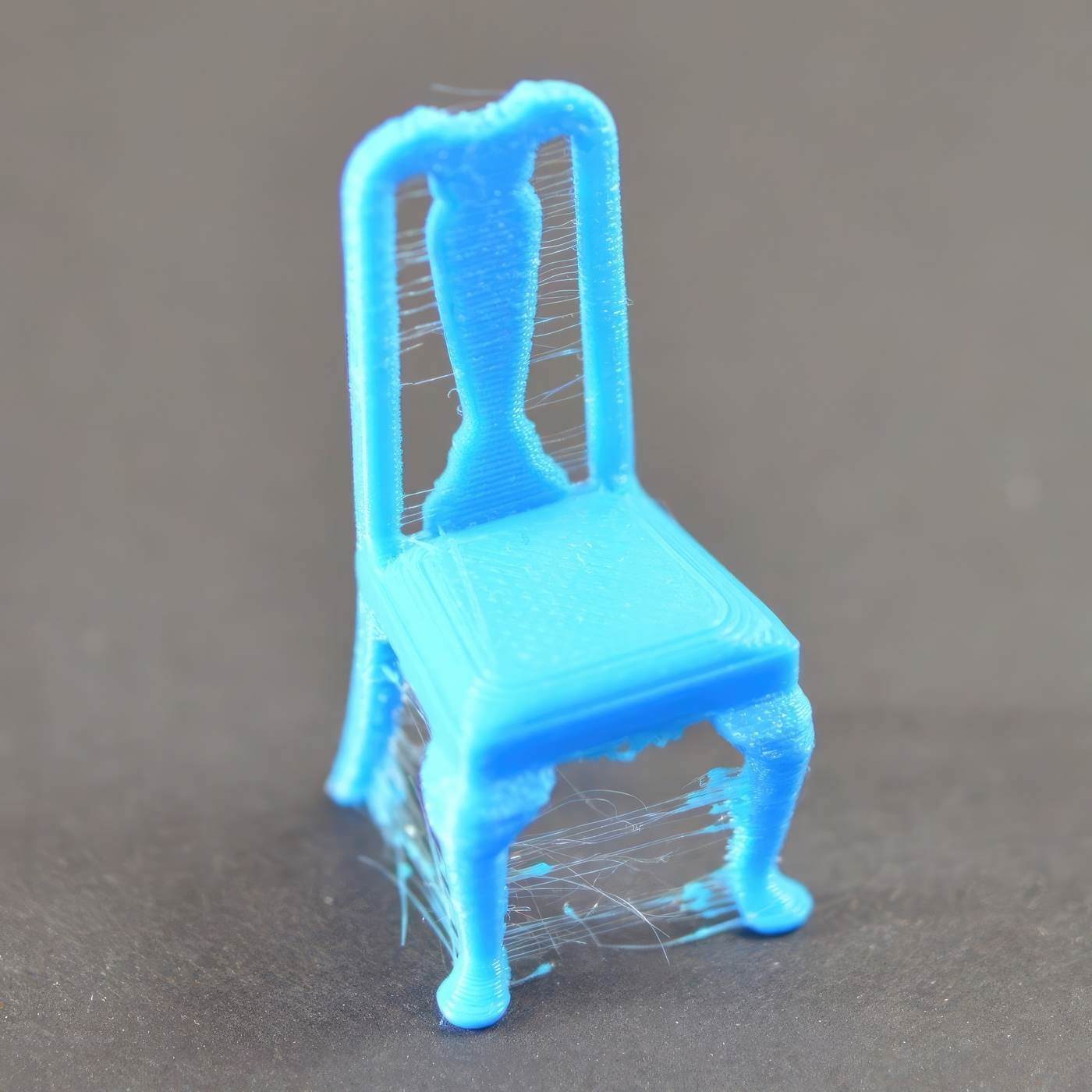
Il peut arriver que des impressions 3D rencontre ce phénomène de cordage, ou « cheveux d’ange ». Dans notre guide sur comment réaliser la maintenance de son imprimante 3D, nous abordons comment affiner les paramètres de votre machine pour prévenir des problèmes tels que le cordage.
La formation de cordes (également appelées suintements, moustaches ou impressions « poilues », cheveux d’ange) se produit lorsque de petites cordes de plastique sont laissées sur un modèle imprimé en 3D. Cela est généralement dû au suintement de plastique hors de la buse pendant que l’extrudeuse se déplace vers un nouvel emplacement.
Heureusement, il existe plusieurs paramètres qui peuvent aider à résoudre ce problème. Le réglage le plus courant utilisé pour lutter contre un cordage excessif est ce qu’on appelle la rétraction. Si la rétraction est activée, lorsque l’extrudeuse a fini d’imprimer une section de votre modèle, le filament sera tiré vers l’arrière dans la buse pour agir comme une contre-mesure contre le suintement. Lorsqu’il est temps de recommencer l’impression, le filament sera repoussé dans la buse afin que le plastique recommence à sortir de la pointe.
Solutions communes
Distance de rétraction
Le paramètre de rétraction le plus important est la distance de rétraction. Cela détermine la quantité de plastique extraite de la buse. En général, plus il y a de plastique retiré de la buse, moins la buse est susceptible de suinter en se déplaçant. La plupart des extrudeuses à entraînement direct ne nécessitent qu’une distance de rétraction de 0,5 à 2,0 mm, tandis que certaines extrudeuses Bowden peuvent nécessiter une distance de rétraction pouvant atteindre 15 mm en raison de la distance plus longue entre l’engrenage d’entraînement de l’extrudeuse et la buse chauffée. Si vous rencontrez des fils avec vos impressions, essayez d’augmenter la distance de rétraction de 1 mm et testez à nouveau pour voir si les performances s’améliorent.
Vitesse de rétraction
Le paramètre de rétraction suivant que vous devez vérifier est la vitesse de rétraction. Cela détermine la vitesse à laquelle le filament est rétracté de la buse. Si vous vous rétractez trop lentement, le plastique suinte lentement à travers la buse et peut commencer à fuir avant que l’extrudeuse n’ait fini de se déplacer vers sa nouvelle destination. Si vous vous rétractez trop rapidement, le filament peut se séparer du plastique chaud à l’intérieur de la buse, ou le mouvement rapide de l’engrenage d’entraînement peut même broyer des morceaux de votre filament.
La température est trop élevée
Une fois que vous avez vérifié vos paramètres de rétraction, la deuxième cause la plus fréquente de cordage excessif est la température de l’extrudeuse. Si la température est trop élevée, le plastique à l’intérieur de la buse deviendra moins visqueux et s’échappera beaucoup plus facilement de la buse. Cependant, si la température est trop basse, le plastique sera encore un peu solide et aura du mal à sortir de la buse. Si vous pensez que vous avez les bons paramètres de rétraction, mais que vous rencontrez toujours ces problèmes, essayez de diminuer la température de votre extrudeuse de 5 à 10 degrés. Cela peut avoir un impact significatif sur la qualité d’impression finale.
Longs mouvements sur des espaces ouverts
Comme nous l’avons vu ci-dessus, le filage se produit lorsque l’extrudeuse se déplace entre deux emplacements différents, et pendant ce déplacement, le plastique commence à suinter de la buse. La durée de ce mouvement peut avoir un impact important sur la quantité de suintement qui se produit. Les mouvements courts peuvent être assez rapides pour que le plastique n’ait pas le temps de suinter de la buse. Cependant, les longs mouvements sont beaucoup plus susceptibles de créer des cordes.
Vitesse de mouvement
Enfin, vous pouvez également constater que l’augmentation de la vitesse de déplacement de votre machine peut également réduire le temps pendant lequel l’extrudeuse peut suinter lors du déplacement entre les pièces. Vous pouvez vérifier les vitesses de mouvement utilisées par votre machine en cliquant sur l’onglet Vitesses de vos paramètres de processus. La vitesse de déplacement de l’axe X/Y représente la vitesse de déplacement d’un côté à l’autre et est souvent directement liée au temps que votre extrudeuse passe à se déplacer à l’air libre. Si votre imprimante 3D peut gérer des déplacements à des vitesses plus élevées, vous constaterez peut-être que l’augmentation de ces paramètres peut également réduire le cordage entre les pièces.
Conlusion
Le cordage dans l’impression 3D peut souvent être résolu en ajustant les paramètres de rétraction, en optimisant la température de l’extrudeuse, et en contrôlant la vitesse de mouvement de l’imprimante. En expérimentant avec la distance et la vitesse de rétraction, ainsi qu’en ajustant la température d’extrusion et la vitesse de déplacement, vous pouvez réduire significativement ou même éliminer complètement ces filaments indésirables. Chaque imprimante 3D est unique, et trouver les bons paramètres peut nécessiter un peu de patience et de tests. Cependant, une fois que vous aurez maîtrisé ces réglages, vous constaterez une amélioration notable de la qualité de vos impressions.
Découvrez les solutions à vos problèmes d’impressions 3D
Pour plus d’informations sur la maintenance et l’optimisation de votre imprimante 3D, n’hésitez pas à consulter nos guides détaillés.