En impression 3D, le remplissage joue un rôle essentiel dans la résistance et la stabilité structurelle de vos modèles. Un remplissage inadéquat ou faible peut compromettre la durabilité de l’objet fini. Par conséquent, il est important de bien comprendre et régler les paramètres de remplissage pour assurer que vos pièces imprimées en 3D soient solides et fiables. Dans les sections suivantes, nous allons explorer diverses méthodes pour améliorer la qualité du remplissage, en ajustant les motifs, la vitesse d’impression et la largeur d’extrusion. Ces ajustements peuvent faire une grande différence dans la qualité finale de vos impressions et sont une partie importante de la maintenance et de l’optimisation de votre imprimante 3D.
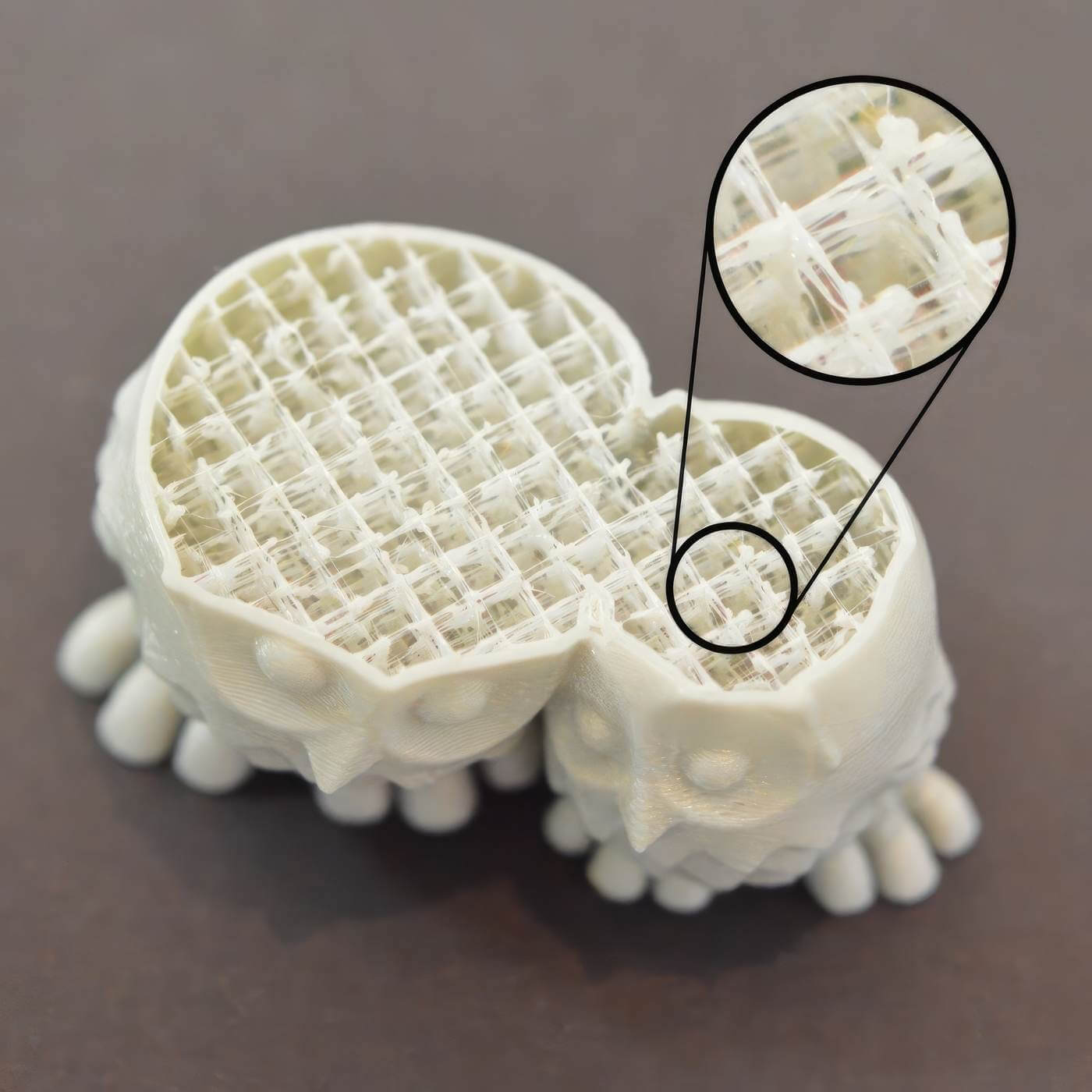
Le remplissage à l’intérieur de votre pièce imprimée en 3D joue un rôle très important dans la résistance globale de votre modèle. Le remplissage est responsable de la connexion des coques extérieures de votre impression 3D et doit également supporter les surfaces supérieures qui seront imprimées au-dessus du remplissage. Si votre remplissage semble être faible ou filandreux, vous souhaiterez peut-être ajuster quelques paramètres dans le logiciel pour ajouter de la force supplémentaire à cette section de votre impression.
Solutions communes
Essayez d’autres motifs de remplissage
L’un des premiers paramètres que vous devriez étudier est le motif de remplissage utilisé pour votre impression. Certains modèles ont tendance à être plus solides que d’autres. Par exemple, Grid, Triangular et Solid Honeycomb sont tous des modèles de remplissage solides. D’autres motifs tels que Rectilinear et Fast Honeycomb peuvent sacrifier une certaine résistance pour des vitesses d’impression plus rapides. Si vous rencontrez des difficultés pour produire un remplissage solide et fiable, essayez un modèle différent pour voir si cela fait une différence.
Réduire la vitesse d’impression
Le remplissage est généralement imprimé plus rapidement que toute autre partie de votre impression 3D. Si vous essayez d’imprimer le remplissage trop rapidement, l’extrudeuse ne pourra pas suivre et vous commencerez à remarquer une sous-extrusion à l’intérieur de votre pièce. Cette sous-extrusion aura tendance à créer un remplissage faible et filandreux puisque la buse n’est pas capable d’extruder autant de plastique que le logiciel le souhaiterait. Si vous avez essayé plusieurs motifs de remplissage, mais que vous rencontrez toujours des problèmes de faible remplissage, essayez de réduire la vitesse d’impression.
Augmenter la largeur d’extrusion de remplissage
Une autre fonctionnalité très puissante des slicers est la possibilité de modifier la largeur d’extrusion utilisée pour le remplissage de votre pièce. Par exemple, vous pouvez imprimer les périmètres du contour avec une largeur d’extrusion très fine de 0,4 mm, mais passer à une largeur d’extrusion de 0,8 mm pour le remplissage. Cela créera des parois de remplissage plus épaisses et plus solides qui amélioreront considérablement la résistance de votre pièce imprimée en 3D. Pour ajuster ce paramètre, cliquez sur « Modifier les paramètres de processus » et sélectionnez l’onglet Remplissage. La « largeur d’extrusion de remplissage » est définie comme un pourcentage de la largeur d’extrusion normale. Par exemple, si vous entrez une valeur de 200 %, les extrusions de remplissage seront deux fois plus épaisses que les périmètres du contour. Une chose à garder à l’esprit lors du réglage de ce paramètre est que le logiciel doit également conserver le pourcentage de remplissage que vous spécifiez. Donc, si vous définissez la largeur d’extrusion de remplissage sur 200 %, le remplissage utilisera deux fois plus de plastique pour chaque ligne. Pour conserver le même pourcentage de remplissage, les lignes de remplissage doivent être plus espacées. Pour cette raison, de nombreux utilisateurs ont tendance à augmenter leur pourcentage de remplissage après avoir augmenté la largeur d’extrusion de remplissage.
Conlusion
Pour améliorer le remplissage de vos impressions 3D, il est important de considérer des facteurs tels que le choix du motif de remplissage, la vitesse d’impression et la largeur d’extrusion. Choisir un motif de remplissage plus robuste, ralentir la vitesse d’impression pour permettre une extrusion plus complète, et augmenter la largeur d’extrusion de remplissage sont des stratégies efficaces pour renforcer le remplissage. Ces ajustements peuvent non seulement améliorer la solidité de vos pièces imprimées en 3D, mais aussi leur apparence esthétique. En expérimentant avec ces différentes variables et en trouvant le bon équilibre pour votre projet spécifique, vous pouvez obtenir des résultats d’impression de haute qualité avec un remplissage optimal.
Découvrez les solutions à vos problèmes d’impressions 3D
Pour plus d’informations sur la maintenance et l’optimisation de votre imprimante 3D, n’hésitez pas à consulter nos guides détaillés.