Une bonne adhérence de la première couche au plateau de construction est cruciale pour le succès de toute impression 3D. Sans cela, les couches suivantes peuvent ne pas se déposer correctement, entraînant des défauts dans l’objet final. Il existe plusieurs raisons pour lesquelles une impression peut ne pas adhérer correctement, et chacune nécessite une approche différente pour la résolution.
Nous allons explorer diverses stratégies pour assurer une adhésion optimale de la première couche, en abordant des aspects tels que le nivellement du plateau, les réglages de température, et le choix des matériaux de surface. Ces solutions font partie intégrante de la maintenance régulière et du dépannage de votre imprimante 3D, assurant ainsi la continuité et la qualité de vos impressions.
Il est très important que la première couche de votre impression soit fortement connectée à la plate-forme de construction de l’imprimante afin que le reste de votre pièce puisse être construit sur cette base. Si la première couche ne colle pas à la plate-forme de construction, cela créera des problèmes plus tard. Il existe de nombreuses façons de faire face à ces problèmes d’adhérence de la première couche, nous allons donc examiner ci-dessous plusieurs causes typiques et expliquer comment résoudre chacune d’entre elles.
Solutions communes
La plate-forme de construction n’est pas de niveau
De nombreuses imprimantes incluent un lit réglable avec plusieurs vis ou boutons qui contrôlent la position du lit. Si votre imprimante a un lit réglable et que vous avez du mal à faire adhérer votre première couche au lit, la première chose que vous voudrez vérifier est que le lit de votre imprimante est plat et de niveau. Si le lit n’est pas de niveau, un côté de votre lit peut être trop près de la buse, tandis que l’autre côté est trop loin. Pour obtenir une première couche parfaite, il faut un lit d’impression de niveau.
La buse démarre trop loin du plateau
Une fois que votre lit a été correctement nivelé, vous devez toujours vous assurer que la buse démarre à la bonne hauteur par rapport à la plate-forme de construction. Votre objectif est de placer votre extrudeuse à la distance parfaite de la plaque de construction, ni trop loin ni trop près. Pour une bonne adhérence à la plaque de construction, vous voulez que votre filament soit légèrement écrasé contre la plaque de construction. Bien que vous puissiez ajuster ces paramètres en modifiant le matériel, il est généralement beaucoup plus facile (et beaucoup plus précis !). Vous pouvez utiliser le décalage global de l’axe Z pour effectuer des réglages très fins de la position de votre buse. Par exemple, si vous entrez -0,05 mm pour le décalage de l’axe Z, la buse commencera à imprimer 0,05 mm plus prêt de votre plateforme de construction. Veillez à ne faire que de petits ajustements à ce paramètre. Chaque couche de votre pièce n’a généralement qu’une épaisseur d’environ 0,2 mm, donc un petit ajustement suffit !
La première couche s’imprime trop vite
Lorsque vous extrudez la première couche de plastique au-dessus de la plate-forme de construction, vous voulez vous assurer que le plastique peut se lier correctement à la surface avant de commencer la couche suivante. Si vous imprimez la première couche trop rapidement, le plastique n’aura peut-être pas le temps de se lier à la plateforme de fabrication. Pour cette raison, il est généralement très utile d’imprimer la première couche à une vitesse plus lente afin que le plastique ait le temps de se lier au lit. Par exemple, si vous définissez une vitesse de première couche de 50 %, cela signifie que votre première couche s’imprimera 50 % plus lentement que le reste de votre pièce. Si vous pensez que votre imprimante se déplace trop rapidement sur la première couche, essayez de réduire ce paramètre.
Paramètres de température ou de refroidissement
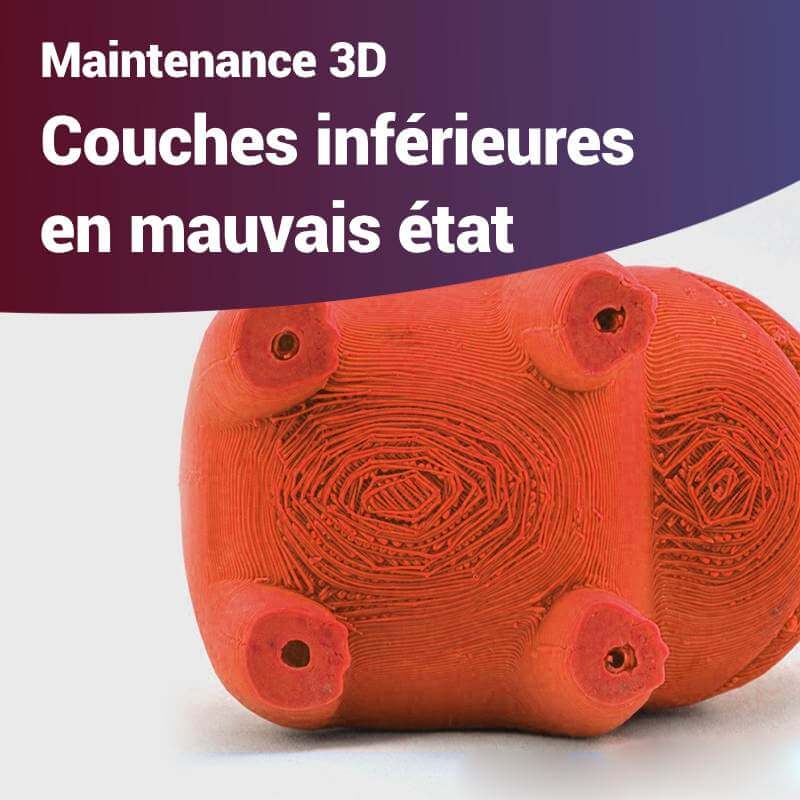
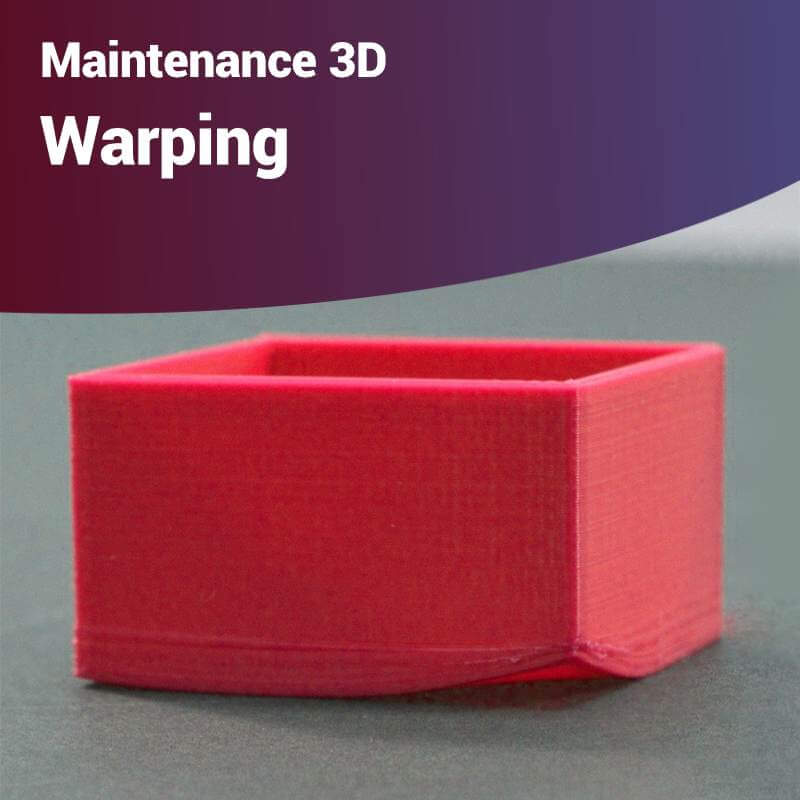
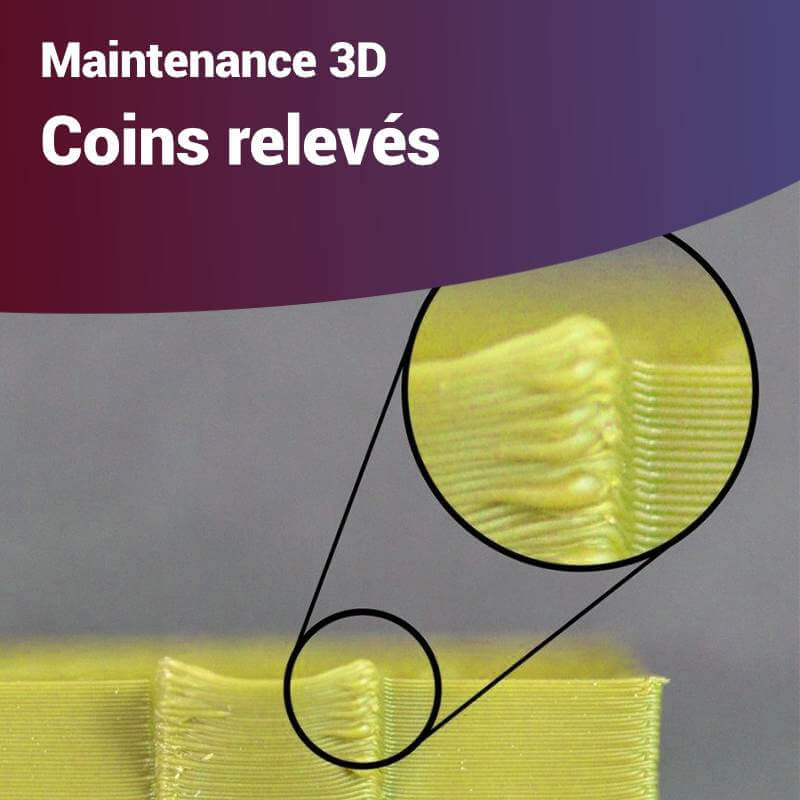
Le plastique a tendance à rétrécir lorsqu’il passe d’une température chaude à une température froide. Pour fournir un exemple utile, imaginez une pièce de 100 mm de large qui est imprimée avec du plastique ABS. Si l’extrudeuse imprimait ce plastique à 230 degrés Celsius, mais qu’il était déposé sur une plate-forme de fabrication à froid, il est probable que le plastique se refroidisse rapidement après avoir quitté la buse chaude. Certaines imprimantes incluent également des ventilateurs de refroidissement qui accélèrent ce processus de refroidissement lorsqu’elles sont utilisées. Si cette pièce en ABS refroidissait à une température ambiante de 30 °C, la pièce de 100 mm de large rétrécirait de près de 1,5 mm! Malheureusement, la plate-forme de fabrication de votre imprimante ne diminuera pas autant, car elle est généralement maintenue à une température assez constante. De ce fait, le plastique aura tendance à se séparer de la plate-forme de construction en refroidissant. C’est un fait important à garder à l’esprit lorsque vous imprimez votre première couche. Si vous remarquez que la couche semble coller initialement, mais se sépare ensuite du lit d’impression en refroidissant, il est possible que vos paramètres de température et de refroidissement soient à blâmer.
De nombreuses imprimantes destinées à imprimer des matériaux à haute température comme l’ABS incluent un lit chauffant pour aider à lutter contre ces problèmes. Si le lit est chauffé pour maintenir une température de 110C pour toute l’impression, il gardera la première couche au chaud afin qu’elle ne rétrécisse pas. Donc, si votre imprimante est équipée d’un lit chauffant, vous pouvez essayer de chauffer le lit pour empêcher la première couche de refroidir. Comme point de départ général, le PLA a tendance à bien adhérer à un lit chauffé à 60-70°C, tandis que l’ABS fonctionne généralement mieux si le lit est chauffé à 100-120°C.
Si votre imprimante est équipée d’un ventilateur de refroidissement, vous pouvez également essayer de désactiver ce ventilateur de refroidissement pour les premières couches de votre imprimante afin que les couches initiales ne refroidissent pas trop rapidement. Si vous utilisez du plastique ABS, il est courant de désactiver le ventilateur de refroidissement pour toute l’impression, il suffit donc d’entrer un seul point de consigne (Couche 1 à 0 % de vitesse du ventilateur).
La surface de la plate-forme de construction (ruban, colles et matériaux)
Différents plastiques ont tendance à mieux adhérer à différents matériaux. Pour cette raison, de nombreuses imprimantes incluent un matériau de plate-forme de construction spécial optimisé pour leurs matériaux. Par exemple, plusieurs imprimeurs utilisent une feuille BuildTak sur le dessus de leur lit qui a tendance à très bien coller au PLA. D’autres fabricants optent pour un lit de verre traité thermiquement tel que le verre borosilicaté, qui a tendance à très bien fonctionner pour l’ABS lorsqu’il est chauffé. Si vous comptez imprimer directement sur ces surfaces, il est toujours judicieux de vous assurer que votre plate-forme de construction est exempte de poussière, de graisse ou d’huile avant de commencer l’impression. Nettoyer votre lit d’impression avec de l’eau ou de l’alcool isopropylique peut faire une grande différence.
Si votre imprimante n’inclut pas de matériau de plate-forme de construction spécial pour aider à l’adhérence, vous avez encore des options ! Heureusement, il existe plusieurs types de rubans qui adhèrent bien aux matériaux d’impression 3D courants. Des bandes de ruban adhésif peuvent être appliquées sur la surface de la plate-forme de construction et facilement retirées ou remplacées si vous souhaitez imprimer avec un matériau différent. Par exemple, le PLA a tendance à bien coller au ruban de peinture bleu tandis que l’ABS a tendance à mieux coller au ruban Kapton (autrement connu sous le nom de film Polyimide). De nombreux utilisateurs ont également eu beaucoup de succès en utilisant une colle temporaire ou un spray sur le dessus de leurs plates-formes de construction. La laque pour cheveux, les bâtons de colle et d’autres substances collantes ont tendance à très bien fonctionner si tout le reste a échoué. N’hésitez pas à expérimenter pour voir ce qui vous convient le mieux !
Quand tout le reste échoue : bordures et radeaux
Parfois, vous imprimez une très petite pièce qui n’a tout simplement pas assez de surface pour coller à la surface de la plate-forme de construction. Les logiciels inclus plusieurs options qui peuvent aider à augmenter cette surface pour fournir une plus grande surface à coller au lit d’impression. L’une de ces options s’appelle un « bord ». Le bord ajoute des anneaux supplémentaires autour de l’extérieur de votre pièce, de la même manière que le bord d’un chapeau augmente la circonférence du chapeau. Cette option peut être activée en allant à la fin de l’onglet « Ajouts » en activant l’option « Utiliser la jupe/le bord ».
Le radeau étant une sous couche uniforme débordant de la pièce, pour maximiser l’accroche au plateau.
Conlusion
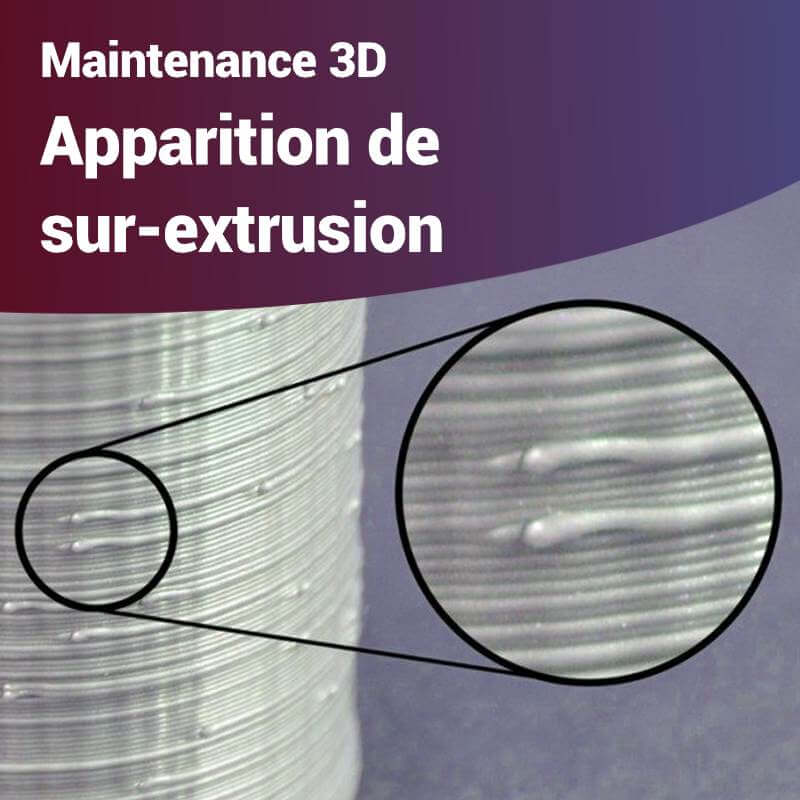
Gérer les bourrelets en impression 3D nécessite une compréhension approfondie des paramètres de votre imprimante et de la manière dont ils influencent le processus d’extrusion. En ajustant les paramètres de rétraction et de roue libre, en évitant les rétractations inutiles et en choisissant judicieusement l’emplacement des points de départ, vous pouvez réduire significativement ces petits défauts sur vos impressions. Ces ajustements, bien que subtils, peuvent avoir un impact considérable sur la qualité finale de vos projets.
Découvrez les solutions à vos problèmes d’impressions 3D
Pour plus d’informations sur la maintenance et l’optimisation de votre imprimante 3D, n’hésitez pas à consulter nos guides détaillés.